在实施物料电子看板系统之前
一、车间生产任务、生产计划不明确,主要原因是传统管理模式物料信息传递的不准确
二、车间各道生产工序的生产情况,不能及时在现有系统中(ERP)显示出来,这样的生产计划就变成了框架性的形式流程,而不能发挥指令性、约束性、控制性作用
三、物料管理混乱
1 物料没有进行提前排查与备料。所有人员对欠料情况不清楚,只有车间停顿时才会追料
2 物料异常频繁,导致车间经常停线,转线
3 仓库物料管理混乱,没有用好系统管理,库存等信息等都不准确,物料被借用了,也没有记录
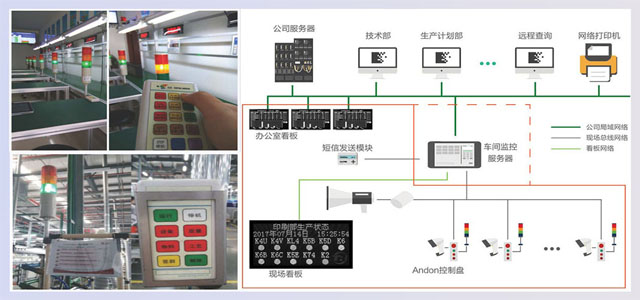
摩塔智能物料看板系统针对上述几个问题实现以下几个措施
一、实现订单评审,形成交期分解表
1 一个订单按照接单日期、计划部门确认时间、客户验货时间、BOM表生产时间、模具完成时间、注塑车间生产与完成时间、备料时间、SMT上线与完成时间、配件完成时间、组装完成时间等等,这样就形成了一个整个的生产过程,进行交期分解,
2 每一道工序实施对应的电子看板和数据采集器,实时采集生产线的良品与不良品,反馈到系统,然后由系统反馈到电子看板进行目视化管理与监控.
二、根据订单交付周期分解表制定主生产计划
三、根据订单评审信息由看板管理系统生产周出货计划和日冷冻滚动周计划
四、物控员进行滚动账面排查
PMC部物控员根据订单评审信息,对主生产计划的进行账面排查,并把相关数据实施更新到物料看板系统,再由看板系统反馈到物料led电子看板上进行目视化管理与监控.
五、根据主生产计划实物备料排查。
物控员根据交付日期提前7日进行实物备料排查,并将排查结果反馈到看板管理系统,从而更新到电子看板界面进行目视化管理与监控
六、PMC制定日备料计划.
PMC在看板系统制定每日的备料计划,然后物料电子看板系统每日定时下发备料计划到备料电子看板,仓库管理人员则根绝备料电子看板的信息进行备料
七、车间领料
1 车间根据看板系统下发到车间领料电子看板的信息,提前3天进行实物领料并上报欠料
2 看板管理系统根据车间上报的数据每日生产订单进度监控表与欠料信息表,并将数据下发欠料看板与订单主进度看板.


 全国免费客服电话 0512-68566723
全国免费客服电话 0512-68566723 

